您的当前位置:首页 > 知识 > 有色冶金高效节能电液控制集成创新技术 正文
时间:2026-04-24 03:21:37 来源:网络整理 编辑:知识
一、技术名称:有色冶金高效节能电液控制集成创新技术二、技术所属领域及适用范围:有色金属行业 铜、铅、锌等采用湿法冶金年产5万t电解精金属规模以上企业三、与该技术相关的能耗及碳排放现状冶炼是有色金属生产
一、有色冶金技术名称:
有色冶金高效节能电液控制集成创新技术
二、高效技术所属领域及适用范围:
有色金属行业 铜、节能集成技术铅、电液锌等采用湿法冶金年产5万t电解精金属规模以上企业
三、控制与该技术相关的创新能耗及碳排放现状
冶炼是有色金属生产中耗能最大的环节。目前,有色冶金我国有色行业能耗指标与国际先进水平相比,高效仍有较大差距。节能集成技术例如,电液国内的控制铜冶炼能耗先进水平为 366kgce/t,而世界先进水平为300kgce/t;国内的创新铅冶炼能耗先进水平为470kgce/t,而世界先进水平为350kgce/t。有色冶金目前该 技术可实现节能量1万tce/a,高效CO2减排约3万t/a。节能集成技术
四、技术内容
1.技术原理
采用虚拟样机、半实物联合仿真及电液比例伺服集成控制等现代设计及控制技术,自主创新研发电解精炼过程中的关键技术装备,实现了系列装备的大型化、高速化、连续化、自动化及节能化,以提高电解效率,降低电耗,达到高效节能的目的。
2.关键技术
(1)智能化电液集成控制技术;
(2)虚拟样机及半实物仿真;
(3)设备状态监测及控制;
(4)纯水液压传动。
3.工艺流程
电液控制铜电解阳极自动生产线工艺流程见图1
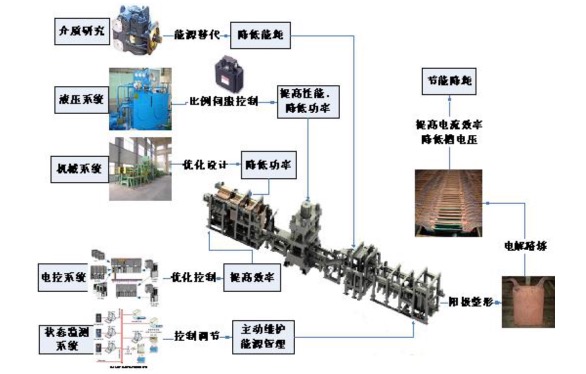
图1 电液控制铜电解阳极自动生产线简图
五、主要技术指标
1.智能化电液控制铜电解阳极自动生产线:
(1)电解短路率降低80%;
(2)电耗降低约2.8kWh/tCu;
(3)电解效率提高3%。
2.电液控制铅电解精炼生产线:
(1)电解短路率降低80%;
(2)电耗降低35-40kWh/tPb;
(3)电解效率提高5%。
六、技术鉴定、获奖情况及应用现状
该技术获2009年国家科技进步二等奖;2008年获云南省科技进步一等奖;2005年获云南省科技进步三等奖。智能化电液控制铜电解阳极自动生产线已制 作完成5套,先后大云南铜业集团公司、安徽铜陵有色金属集团公司、山东金玺铜业有限公司等企业投产,并出口中亚的哈萨克斯坦等国,最长已使用近10年。电 液控制铅电解精炼生产线中的残极洗刷机组、阴极抽棒洗涤机组、阴阳极旋转吊具等技术成熟度较高,技术风险较低,已先后在云南驰宏锌锗股份有限公司、云南锡 业股份有限公司、山东恒邦冶炼股份公司等企业投产,节能效果较好。
七、典型应用案例
典型用户:云南驰宏锌锗股份有限公司、云铜集团公司
典型案例1
技术提供单位:昆明理工大学
建设规模:年产10万t电铜生产线。主要技改内容:采用该类技术装备对铜阳极进行制备,改善阳极品质,提高电效,降低能耗,提高技术装备水平,主要设备为 智能化电液控制铜电解阳极自动生产线。节能技改投资额650万元,建设期2年。每年节约841tce,年节能经济效益约为642万元,投资回收期约1年。
典型案例2
技术提供单位:昆明理工大学
建设规模:年产10万t电铅生产线。主要技改内容:采用大极板电解工艺及大型自动化生产线,改善阴阳极品质,提高电效,降低能耗,降低工人劳动强度,提高 技术装备水平,主要设备为电液控制铅电解精炼生产线。节能技改投资额1700万元,建设期2年。每年可节约3313tce,年节能经济效益约为1656万 元,投资回收期约1年。
八、推广前景及节能减排潜力
预计未来5年,该技术在行业内的推广潜力可达到10%,预计投资总额3.4亿元,年节能能力12万tce/a,二氧化碳减排能力32万tCO2/a。
“送健康、送法律、送服务、送爱心”活动来到中建八局工地2026-04-24 03:12
阿瑞斯病毒中期怎么打 中期打法攻略2026-04-24 01:43
炉石传说牧师橙卡灵魂之镜怎么样 新版本牧师橙卡2026-04-24 01:37
崩坏3后崩坏书乔弗利外传怎么通关 乔弗利外传怎么打2026-04-24 01:21
中建八局中标新丰镇人民路人居环境提升工程(淮海路至北中心河桥段)EPC总承包项目2026-04-24 01:10
三国志战略版袁绍怎么搭配 袁绍阵容搭配推荐2026-04-24 01:09
炉石传说德鲁伊新卡萤火成群怎么样 外域的灰烬新卡2026-04-24 01:07
人生模拟器中国式人生vip有什么好处 vip机制说明2026-04-24 00:47
中建八局一公司中标珠海横琴天沐琴台项目2026-04-24 00:46
一日成仙花落雪怎么打 6w5血过花落雪攻略2026-04-24 00:43
中建八局地产荣膺“2017中国房地产50强”排名再度提升2026-04-24 03:17
烟雨江湖洛阳有哪些资源 洛阳资源坐标一览2026-04-24 02:57
炉石传说萨满蓝卡鲜活孢子怎么样 外域的灰烬新卡2026-04-24 02:46
闪耀暖暖最新兑换码是什么 玫瑰花园兑换码一览2026-04-24 02:43
明尼苏达圣玛丽大学申请条件和留学费用汇总2026-04-24 02:29
原神秘境怎么玩 新手秘境玩法攻略介绍2026-04-24 02:13
炉石传说战士蓝卡废铁魔像怎么样 外域的灰烬新卡2026-04-24 01:58
《僵尸世界大战Z》实现跨平台存档共享,游戏限时免费2026-04-24 01:41
伦敦玛丽女王大学入学条件是什么 留学费用详解2026-04-24 00:59
炉石传说德鲁伊新卡萤火成群怎么样 外域的灰烬新卡2026-04-24 00:40